What is AQL sampling plans?
AQL sampling plans are a widely used statistical method for product inspection in manufacturing and other industries. AQL sampling plans specify a set of criteria for accepting or rejecting a batch of products based on a sample taken from the batch.
The AQL is the maximum percentage of defective products that the customer is willing to tolerate. The sampling plan is designed to ensure that the batch has a defect rate lower than the AQL with a certain level of confidence. AQL sampling plans typically specify three parameters: the sample size, the acceptance number, and the rejection number.
When to use AQL sampling plans?
AQL sampling plans are typically used when testing the quality of a batch of products would be too expensive or time-consuming to test each individual item. Instead, a sample of items is selected from the batch and tested to determine whether the batch as a whole meets certain quality criteria.
The decision to use AQL sampling plans depends on a number of factors, including the size of the batch, the cost of testing each item individually, and the acceptable level of risk for defects or errors. AQL sampling plans are often used in industries such as electronics, pharmaceuticals, and textiles, where quality control is critical for ensuring consumer safety and satisfaction.
Overall, AQL sampling plans are a useful tool for balancing the need for quality control with the cost and efficiency of testing large batches of products.
Guidelines for correct usage of AQL sampling plans
- Determine the acceptable quality level (AQL) for the product or process. AQL is the maximum percentage of defects that can be considered acceptable.
- Choose the appropriate sampling plan based on the AQL and the lot size of the product or process. The most commonly used sampling plans are single, double, and multiple sampling plans.
- Follow the sampling procedures strictly as specified in the AQL sampling plan. This includes selecting random samples, inspecting them for defects, and recording the results accurately.
- Calculate the acceptance number and rejection number based on the sampling plan, the lot size, and the AQL. The acceptance number is the maximum number of defects allowed in the sample for the lot to be accepted, and the rejection number is the minimum number of defects that will result in rejection of the lot.
- Inspect the samples thoroughly and record the results accurately. If the number of defects in the sample is less than or equal to the acceptance number, the lot is accepted. If the number of defects in the sample is greater than or equal to the rejection number, the lot is rejected. If the number of defects falls between the acceptance and rejection numbers, additional samples may need to be inspected.
- Use AQL sampling plans as a tool to monitor and control the quality of the product or process. Regularly review and update the AQL and the sampling plan based on changes in the product or process, customer requirements, or other factors that may affect quality.
Alternatives: When not to use AQL sampling plans
- AQL sampling plans may not be effective when the cost of inspecting each unit is high. In this case, a more cost-effective approach may be to use statistical process control (SPC) methods to monitor the production process and identify any defects before they become too costly to fix.
- AQL sampling plans are designed for large lot sizes, and may not be effective for small lot sizes. In such cases, alternative approaches such as 100% inspection, variable sampling plans, or Bayesian sampling methods may be more effective.
Example of AQL sampling plans?
A representative from a sales department purchases pens from a vendor to give away at trade shows. Each shipment of pens has a lot size of 30000 pens. Assume that the AQL is 1.5%. She has made AQL sampling plan as follows:
- She makes AQL sampling plan with the help of https://qtools.zometric.com/
- Inside the tool, she feeds the data as follows:
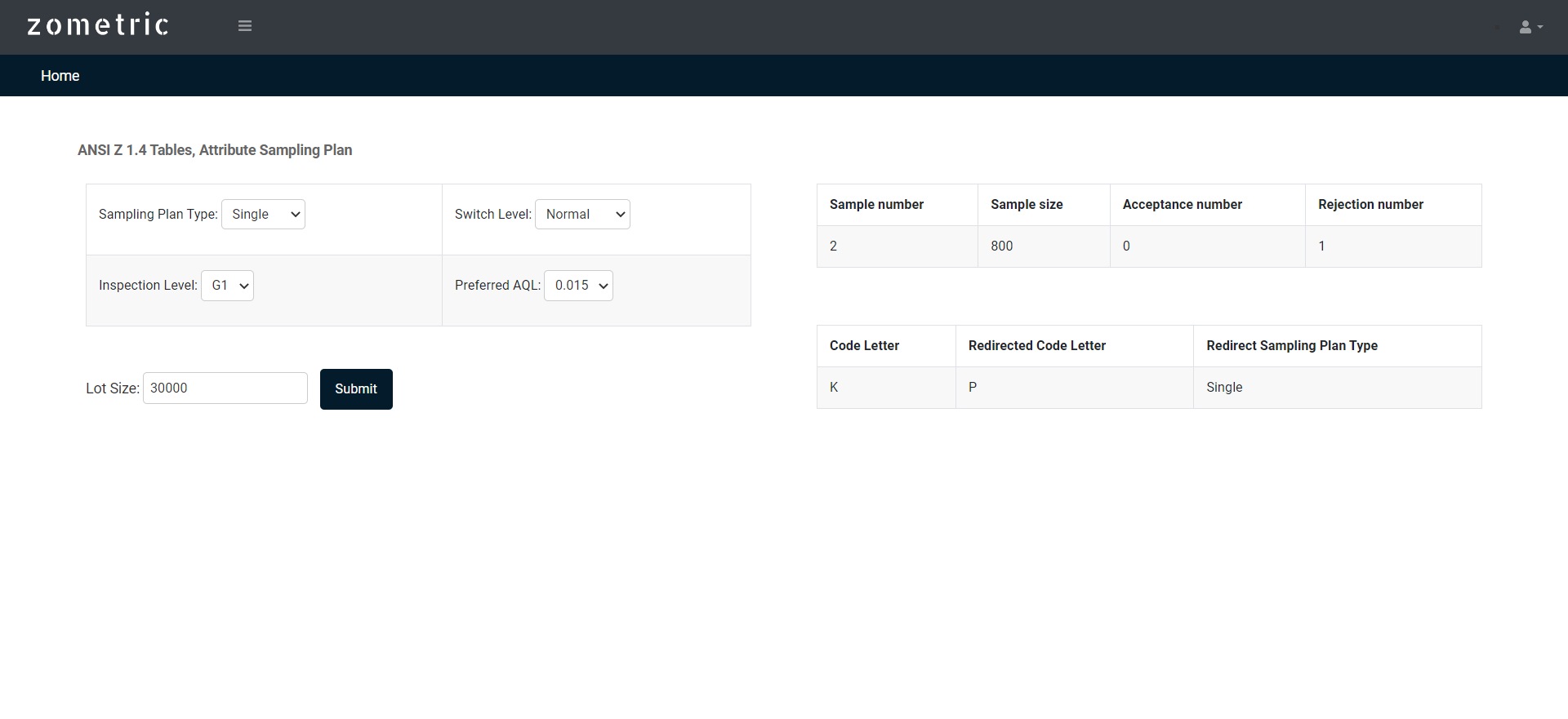
- After using the above mentioned tool, she fetches the output as follows:
How to do AQL sampling plans
The guide is as follows:
- Login in to QTools account.
- On the home page, you can see AQL sampling plans under sampling plans.
- Click on AQL sampling plans and reach the dashboard.
- Next, update the data manually.
- Finally, click on calculate at the bottom of the page and you will get desired results.
On the dashboard of AQL sampling plans, the window is separated into two parts.
On the left part, there are many options present as follows:
- Sampling plan type:
- Single: In a Single Sampling Plan, a specific number of items, known as the sample size, are randomly selected from the lot or shipment, and the number of defects in the sample is counted. The decision to accept or reject the lot or shipment is based on the number of defects observed in the sample, according to a pre-determined acceptance number and rejection number.
- Double: In a double sampling plan, a smaller initial sample is taken from the batch and inspected for defects or nonconformities. If the number of defects is below a certain threshold, the batch is considered acceptable and is released for use or shipment. If the number of defects is above the threshold, a larger second sample is taken from the batch and inspected.
- Multiple: In a multiple sampling plan, the number of samples to be taken, the sample size for each sample, and the acceptance and rejection criteria are pre-determined based on the acceptable quality level (AQL) and the lot size. The first sample is taken and evaluated, and depending on the results, additional samples may be taken until a decision can be made on whether to accept or reject the lot.
- Switch level:
- Normal: The normal switch level is the point at which the inspection switches from the normal inspection plan to the tightened inspection plan. The normal switch level is determined by the AQL level and the sampling plan used. For example, if the AQL level is 1.0% and the sampling plan is a single sampling plan with a sample size of 80, the normal switch level would be 7 defective items found in the sample.
- Tightened: The tightened switch level is used when the initial inspection results are borderline or marginally acceptable. If the number of defects found during the initial inspection is just above the AQL level, the tightened switch level can be applied to increase the sampling size and reduce the risk of accepting a batch with a higher defect rate than the AQL level.
- Reduced: With Reduced Switching AQL plans, the inspection effort is reduced by allowing a certain number of consecutive batches to be accepted without inspection if they have consistently passed inspection in the past. This is based on the assumption that if a production process has been consistent in the past, it is less likely to suddenly produce a batch with a high defect rate.
- Inspection level:
- G1: In the context of AQL sampling plans, the G1 inspection level is associated with a particular sample size and acceptance/rejection criteria. The sample size is determined based on the lot size of the products being inspected, and the acceptance/rejection criteria are based on the maximum number of defects allowed in the sample.
- G2: In the G2 inspection level, the sample size is determined by referencing a table that takes into account the lot size and AQL. The acceptance/rejection criteria are also specified in the table based on the number of defects or nonconformities found in the sample.
- G3: Under G3 inspection level, the sample size is determined by referencing a table that takes into account the lot size, AQL, and the inspection level. Once the sample size is determined, a random sample of units is selected from the production batch, and each unit is inspected for defects or nonconformities according to the AQL criteria.
- S1: The S1 inspection level is used when a relatively low level of inspection is required. It is the lowest inspection level among the general inspection levels defined in ISO 2859-1. The S1 inspection level is suitable for products with low to moderate variability in quality characteristics and for situations where inspection costs need to be minimized.
- S2: The S2 inspection level is used for relatively small sample sizes and is characterized by a higher level of inspection compared to the S1 level. It is typically used when higher inspection sensitivity is needed but with a relatively smaller sample size. For example, if a lot size contains 2,501 to 10,000 units, the sample size would be 80 units, and if the AQL is set at 1.5, then no more than 2 defective units would be allowed in the sample to accept the lot.
- S3: The S3 inspection level is used for a general inspection of a large lot size, typically with a sample size of 500 or more units. In this level of inspection, 315 units are randomly selected from the lot and inspected for defects or non-conformities. If the number of defects found in the sample is less than or equal to the Acceptable Quality Level (AQL) specified in the sampling plan, the lot is accepted. If the number of defects found in the sample exceeds the AQL, the lot is rejected.