
Type 1 GRR
Type 1 GRR refers to Type 1 Gauge Repeatability and Reproducibility studies in the context of measurement system analysis (MSA). Gauge Repeatability and Reproducibility (GRR) studies are conducted to evaluate the capability of a measurement system to provide consistent and accurate results.
Last reviewed
Key takeaway
Type 1 GRR refers to Type 1 Gauge Repeatability and Reproducibility studies in the context of measurement system analysis (MSA).
On this page
What is Type 1 GRR?
Type 1 GRR refers to Type 1 Gauge Repeatability and Reproducibility studies in the context of measurement system analysis (MSA). Gauge Repeatability and Reproducibility (GRR) studies are conducted to evaluate the capability of a measurement system to provide consistent and accurate results.
Type 1 GRR studies are performed on a single measurement instrument, typically in a laboratory or controlled environment. The goal is to determine the variation in the measurement system due to its precision or repeatability, which is the amount of variation in measurements taken by the same operator on the same part or product, under the same conditions.
When to use Type 1 GRR?
Type 1 GRR is appropriate when you need to understand the amount of variability in your measurement system that can be attributed to the equipment, the operator, or the interaction between the two. This information can be used to determine if the measurement system is capable of producing repeatable and reproducible measurements within an acceptable level of variability.
For example, Type 1 GRR might be used in a manufacturing setting to evaluate the reliability of a measurement system used to inspect the dimensions of a particular part. By understanding the sources of variation in the measurement system, the company can identify areas for improvement and implement changes to ensure the measurement system produces consistent and accurate results.
Guidelines for correct usage of Type 1 GRR
- Use a reference part with a known standard measurement.
- Have a single operator measure the reference part multiple times to evaluate the repeatability of the measurement system.
- Know the actual measurement of the reference part.
- For an adequate study, have 50 measurements.
- It requires a minimum of 10 measurements to calculate repeatability and bias statistics.
Alternatives: When not to use Type 1 GRR
Here are some alternative strategies that can be used in situations where Type 1 GRR is not effective:
- Functional Communication Training (FCT): FCT is a behavior management technique that teaches individuals to communicate their needs and wants in a more appropriate manner. This is particularly useful for individuals who engage in problem behaviors as a means of communication.
- Differential Reinforcement of Alternative Behavior (DRA): DRA is a behavior management technique that involves reinforcing appropriate behavior while ignoring problem behavior. This strategy is particularly useful for individuals who engage in problem behavior to seek attention.
Example of Type 1 GRR?
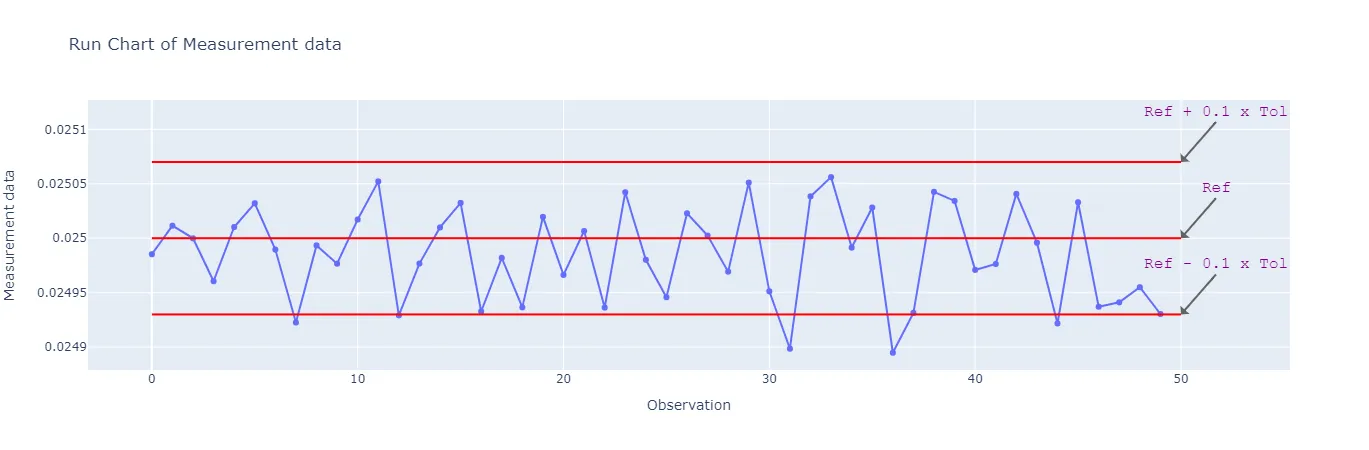
The engineer seeks to validate an ultrasonic measurement system utilized for measuring the thickness of protective coatings on painted doors. To achieve this, the engineer acquires a reference sample with a known coating thickness of 0.025 inches and has an operator measure it 50 times. The objective is to assess the measurement system's ability to measure parts with precision and accuracy, within a tolerance range of 0.0007. She has performed this in following steps:
- She worked all day and gathered the necessary data.
- Now, she analyzes the data with the help of https://qtools.zometric.com/
- Inside the tool, she feeds the data. Also, she puts reference as 0.025, tolerance as 0.0007, percent tolerance for calculating cg as 20 and study variation as 6.
- After using the above mentioned tool, she fetches the output as follows:
How to do Type 1 GRR
The guide is as follows:
- Login in to QTools account with the help of https://qtools.zometric.com/
- On the home page, you can see Type 1 GRR under Measurement System Analysis.
- Click on Type 1 GRR and reach the dashboard.
- Next, update the data manually or can completely copy (Ctrl+C) the data from excel sheet and paste (Ctrl+V) it here.
- Next, you need to put the value of reference, tolerance, percent tolerance for calculating cg and study variation.
- Finally, click on calculate at the bottom of the page and you will get desired results.
On the dashboard of Type 1 GRR, the window is separated into two parts.
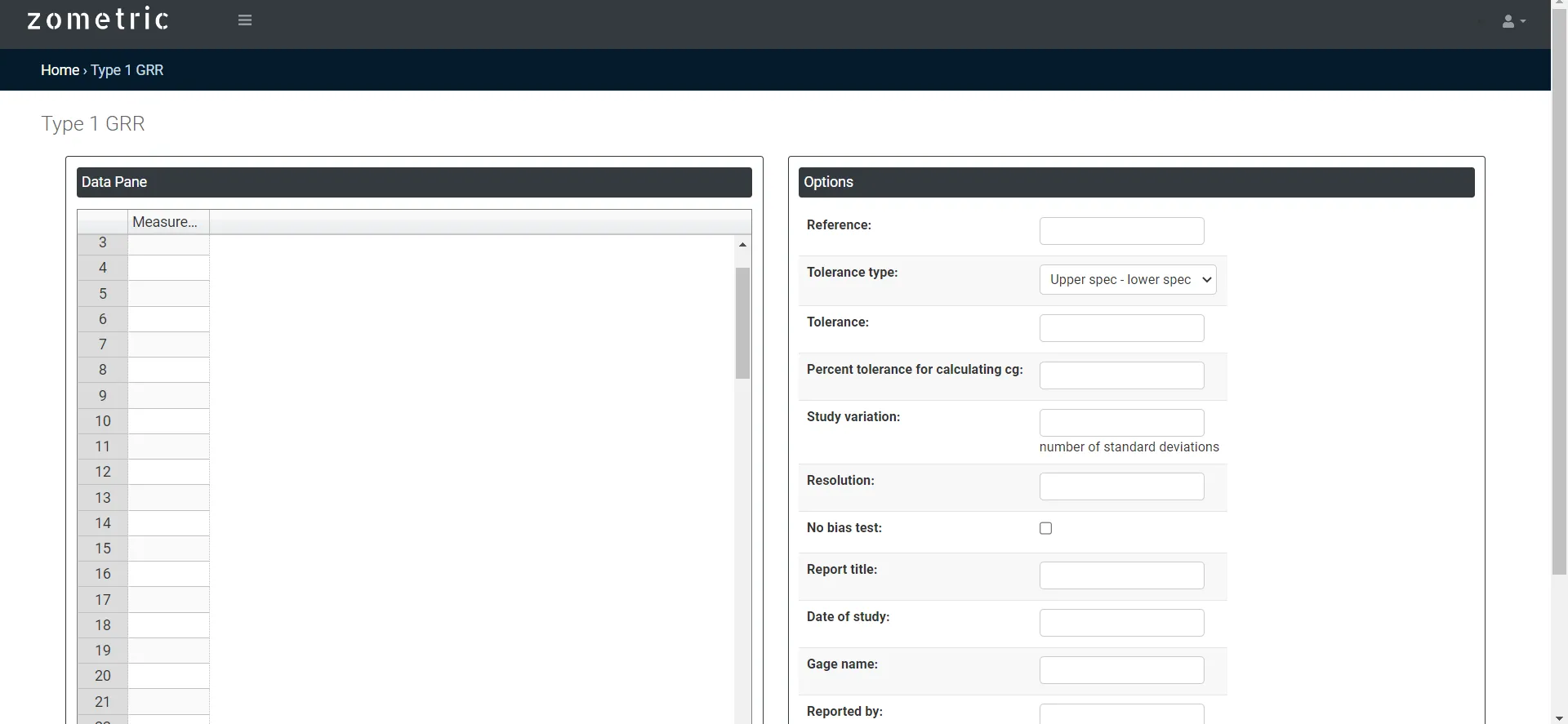
On the left part, Data Pane is present. In the Data Pane, each row makes one subgroup. Data can be fed manually or the one can completely copy (Ctrl+C) the data from excel sheet and paste (Ctrl+V) it here.
On the right part, there are many options present as follows:
- Reference: In a Type 1 Gauge Repeatability and Reproducibility (GRR) study, "reference" refers to the standard or master value that is used as a basis for comparison with the measurements taken by the operators using the gauge. The reference value represents the true value of the characteristic being measured, and is used to assess the accuracy of the gauge and the measurement system.
- Tolerance type:
- Upper spec – lower spec: In this type of tolerance, the acceptable range is defined by the upper specification limit (USL) and lower specification limit (LSL) of the part being measured. The USL and LSL represent the upper and lower limits of the acceptable range of the measured part, respectively.
- Lower spec only: The lower spec tolerance type in a Type 1 GRR study is used when the measurement system is expected to measure values that are close to or at the lower limit of the specification. This type of tolerance is used to determine the measurement system's ability to detect values that are near or at the lower specification limit. In other words, the lower spec tolerance type is used to evaluate the measurement system's ability to detect when a process or product is out of specification at the lower limit.
- Upper spec only: In Type 1 GRR, the upper spec tolerance type is typically used when the measurement data is continuous and the specification limits are defined as a range of values. This type of tolerance is used to determine whether the measurement system is capable of accurately measuring parts that are close to or at the upper limit of the specification range.
- Tolerance: Tolerance can be defined as the difference between the upper specification limit (USL) and the lower specification limit (LSL) for the feature being measured. The tolerance can be expressed in various units such as millimeters, inches, etc.
- Percent tolerance for calculating cg: Percent tolerance is a measure of the variability of the measurement system, expressed as a percentage of the total variation in the measurement data. It is calculated as the ratio of the measurement system's variation to the total variation in the data, multiplied by 100%.
- Study variation: The study variation is calculated by taking the square root of the sum of squares of the measurement error (the difference between the measured value and the true value) for each part measured in the study. This value represents the total variation in the measurement system, including the variation due to the gauge, variation due to the parts being measured, and any other sources of variation that may be present.
- Resolution: Resolution refers to the smallest increment of measurement that the gage is capable of detecting or distinguishing.
- No bias test: During the no bias test, the gage is used to measure a reference part multiple times. The reference part is usually one that is known to have consistent dimensions and is used as a benchmark for the measurement system. The measurement values obtained from the gage are then compared to the known or reference values of the part.